
My S52 engine has around 130,000 miles on it and I honestly don’t know how it’s been treated over its life. Has it always received regular oil changes? Has it been abused at high rpm over extended durations? Has it been rev’d to a high rpm before the oil has even had a chance to warm up? All of these conditions can lead to issues with connecting rod bearings. Though BMW M50 family engines aren’t known to be rough on connecting rod bearings (in contrast to the BMW S65 engine), it’s a relatively easy thing to undertake with the engine out of the car and on a stand. Let’s dig in!

After a lot of research into which connecting rod bearing to use in my relatively high horsepower engine, I purchased King Racing connecting rod bearings. They’re used in quite a few race engines globally (even OEM supplier to Koenigsegg) and are well known in the industry for always being a solid choice. You can see the specific XP series part number that I’ve used for my S52 in the picture above. I believe the same part number would be used in all M50 engines but please do your own verification.
King Racing states the following on their website for the XP series connecting rod bearing:
“King XP-Series rod bearings feature advanced metallurgical and geometric technologies that meet extreme performance loads. They were developed for all performance applications that use forged steel aftermarket crankshafts and produce high loads for extended periods.
King focuses on one product–bearings–and nothing else. Their innovative race-only Xtreme Performance pMax Black Tri-Metal rod bearings have a 24 percent stronger overlay and 17 percent more fatigue strength by using a micro process called SecureBond. Built with enhanced tri-metal, King XP-Series rod bearings layer copper-lead construction with a nickel plate barrier and a lead/tin/copper babbit overlay over a steel backing in an adhesion process that provides superior stability and durability. King’s advanced control measures hit a bull’s-eye, maintaining wall thickness tolerances far tighter than their competitors–at an amazing +/- .0001 in.! XP-Series rod bearings are narrowed on the crank cheek side with increased crush height for improved bearing-to-bore contact, heat transfer, and reduced spin potential in high-rpm applications.”

Once I was ready to install the new rod bearings, I made sure that I had all the parts and tools needed in order to complete the job effectively:
- King Racing bearings
- New BMW OEM connecting rod bolts
- E12 E-Torx socket to remove the connecting rod caps
- Ratchets, including socket to rotate the crankshaft
- Permatex Ultra Slick engine assembly lubricant
- Torque angle gauge (mine broke on cylinder 5, most are low quality…)
- Torque wrench
- Plastigage
- Piece of paper to mark measured clearances of both old and new bearings
- Clean microfiber cotton towel/wipes

My plan was to complete each connecting rod bearing from start to finish individually. That way I couldn’t mess up where the caps go, lose track of which bearing went with which cylinder, or forget which clearance measurement went with which bearing.

Time to take off the first cylinder’s connecting rod bearing cap. You can see that an E-Torx socket is required to remove the bolts.
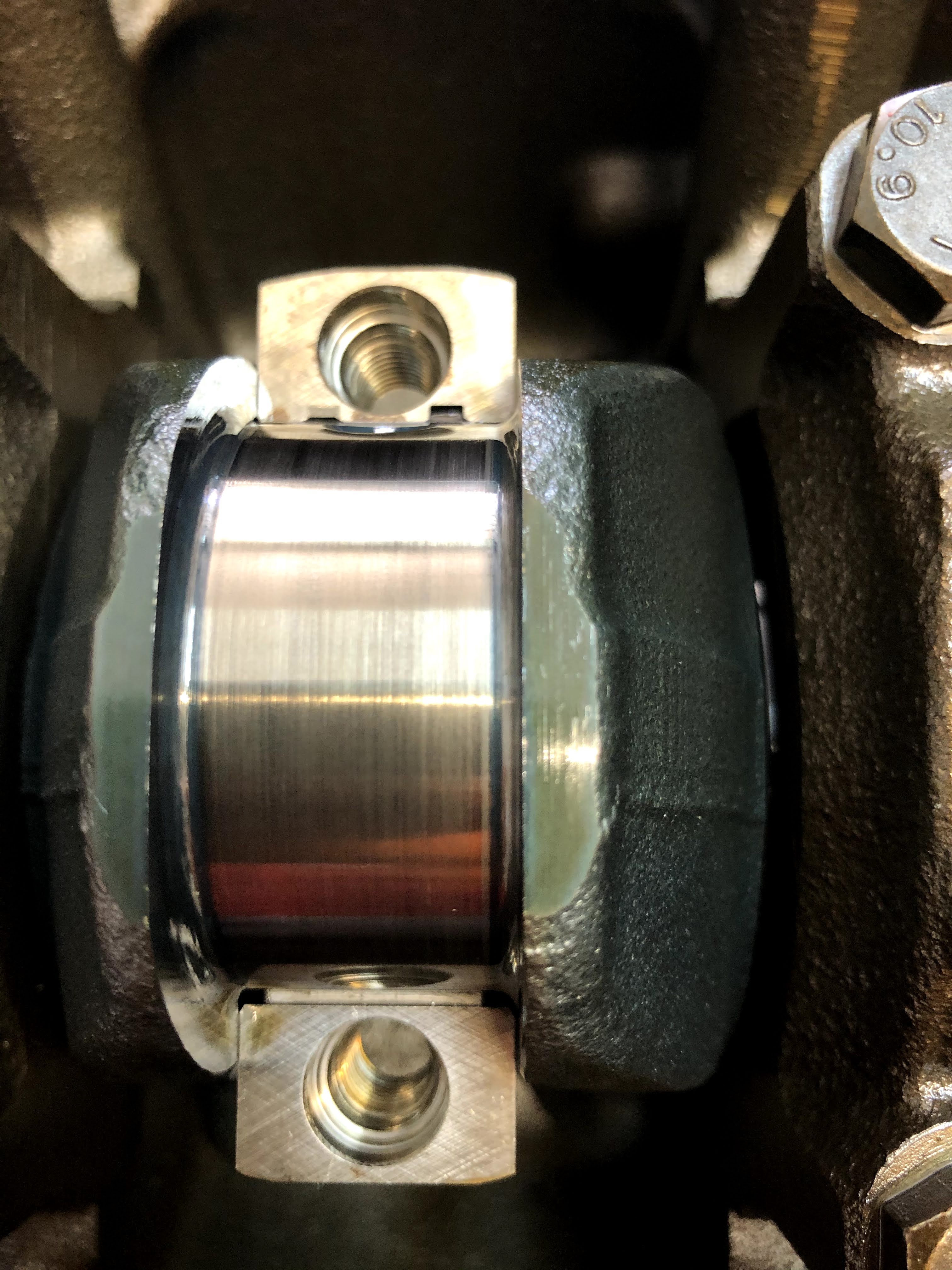
With the bolts removed, the cap should come off relatively easily. You can then check out the state of the crankshaft surface. Mine looked really good on each journal surface. At this point, resist the desire to remove the connecting rod bearing from the cap. You actually want to check bearing clearances of your stock setup. That’s where the Plastigage comes into play.

Cut a small piece of Plastigage and place it straight across the crankshaft. Then place the connecting rod cap, with bearing still installed, back in place. Re-use the old connecting rod bolt and bolt it back down according to the BMW OEM method (5 Nm, then 20 Nm and then 70 degrees).

Then take the wrapper from the piece of Plastigage that you cut and measure the width of the smashed Plastigage. This will tell you the bearing clearance for your stock connecting rod bearings. Write down the measurement.
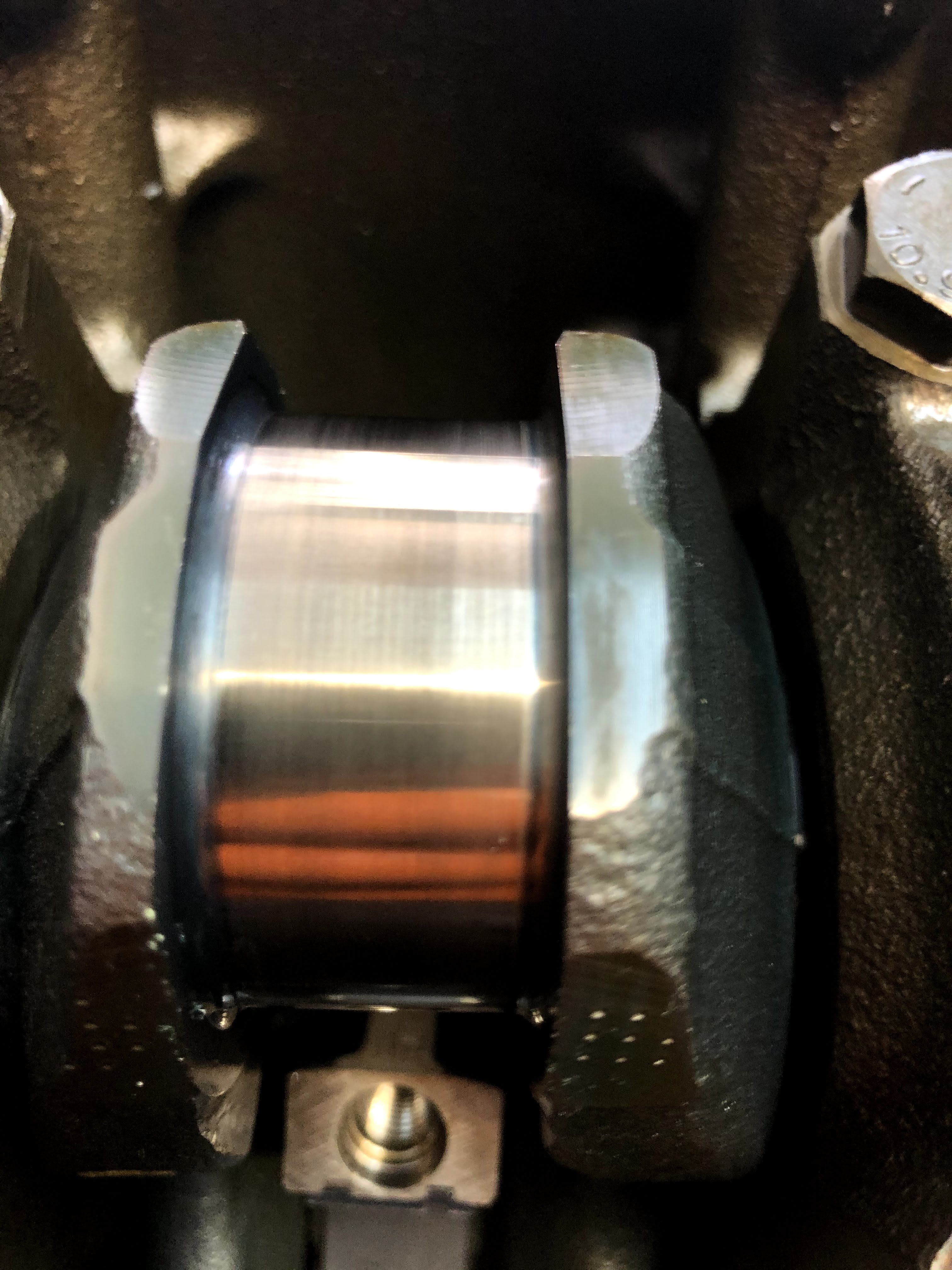
You’re then going to want to push down on the connecting rod in order to get it past the crankshaft. This will allow you to remove the connecting rod bearing that pressed into the actual connecting rod.

Now, you want to clean the steel connecting rod surface and rod cap where the bearings press into with your microfiber wipe (and alcohol if there’s any residue). Then press in the new King Racing bearings into both parts. They can only go in one way, look for the notch.
Put another piece of Plastigage onto the crankshaft surface like before and then reinstall the connecting rod cap with the old rod bolts again. Once you’ve tightened it down, just remove it again and write down the measurement.

It’s pretty easy to see the clearance of the King Racing bearing on the actual bearing surface itself. Just make sure to remove the residue with a soft cotton microfiber wipe once the reading has been taken.
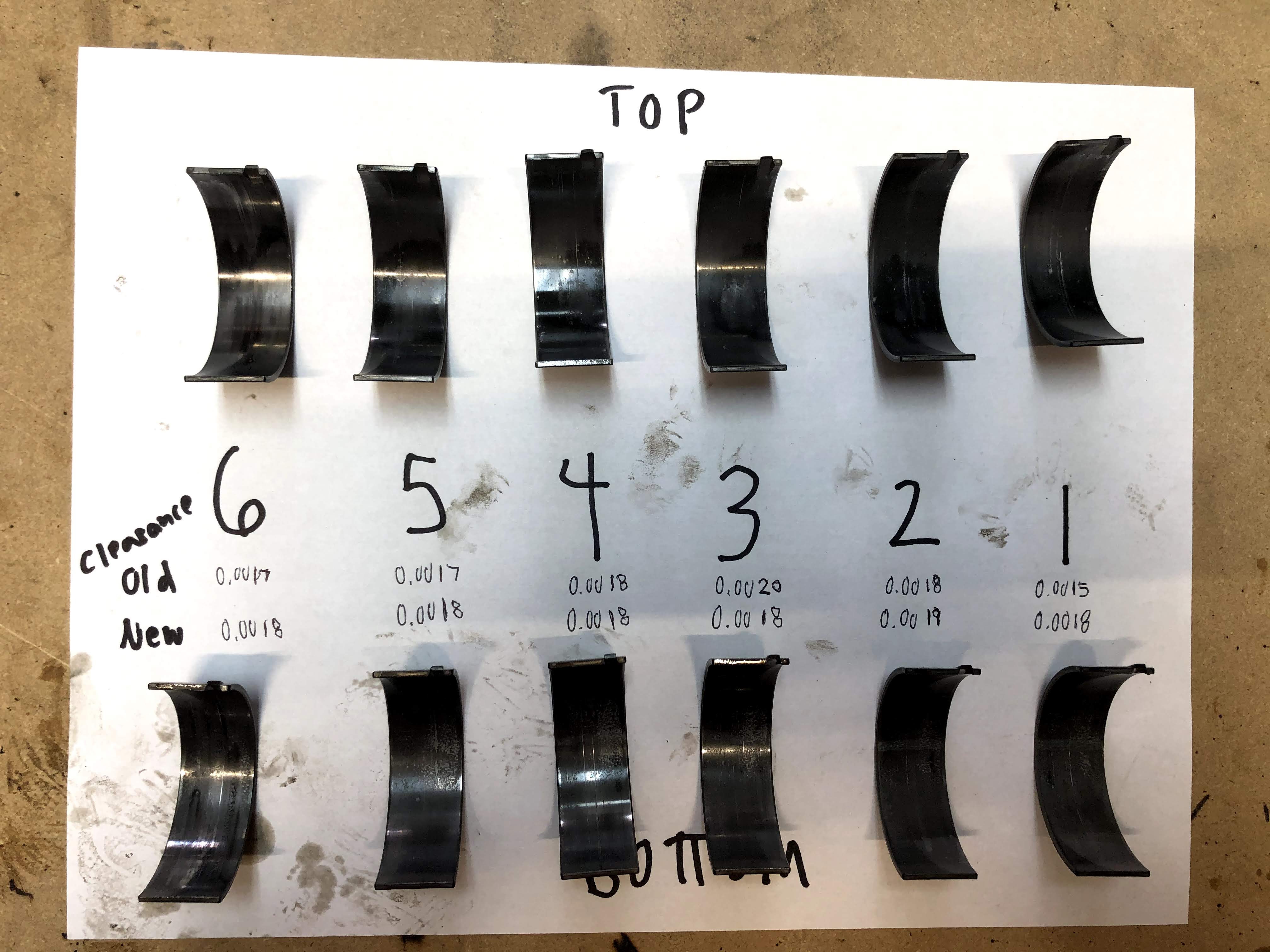
Here are the clearance readings for each cylinder and both old and new connecting rod bearings.
From what I could find in my online research, BMW rod bearing clearance specifications for the M50 / S50 / M52 / S52 family are:
- Minimum = 0.00079″
- Maximum = 0.00217
All the bearing clearances are within BMW specification, right at 0.0018″. You can see how uniform the bearing clearances are with the new King Racing bearings as well!

The picture above shows the new King Racing bearing on the left and the old bearing on the right. The old bearings still look pretty good for sure. It looks to me like they’re not original and had been replaced in the engine by someone else at some point.

It’s now time to actually perform the final install of the connecting rod bearings. Pull the cap off one last time and add a generous amount of the Permatex Ultra Slick to each of the two bearings. Then install using new rod bolts using the same official BMW procedure.

One down, only 5 more to go! This is certainly a tedious procedure but pretty straight forward. Just make sure to complete each step in order and you’ll be good to go. I was able to get the final cylinder through all these steps in about 20 minutes, after I was very well practiced.
If you want a really good video of this process, I recommend the following video that I found on YouTube: https://www.youtube.com/watch?v=XaSznu9hHrg&list=PLUXA1gY6iWQ-fdLv6Tz8u4BbroRqxYVKn&index=11&t=756s
Good luck!
If you liked the information in this page, be sure to check out my Developments page for my most recent posts! Every single post is listed with a link on the Headquarters page.
Links:
King Racing CR6640XP Connecting Rod Bearings on Summit Racing

Hi did you check the top one aswell ? (platigage). Doo you think doing it on car while oil pan seal change is doable? Mine might be fine but i have no idea what milage or abuse they took as i just bought the m50 b25 from a drift car.
LikeLike
I believe you’re asking if I put plastigage on the top of the crankshaft where the bearing from the actual connecting rod rests on the crankshaft (as opposed to checking the rod cap at the bottom). If so, then no I didn’t do that and it doesn’t need to be done. You would get the same reading as the rod cap so it would just be redundant.
I think it would definitely be doable to change the rod bearings while the engine is in the car as long as you remove the cross member that goes underneath the engine. You would need to do this to replace the oil pan seal anyway. There’s nothing crazy hard about replacing rod bearings, it’s just all about access to the crankshaft. Good luck!
LikeLike